走进位于福山的数智化示范工厂,传统制造业的轰鸣与火花已然被另一种韵律取代——数据流无声穿梭,机械臂精准舞动,智能AGV小车沿着既定路线有序搬运。这里,不仅是产品制造的车间,更是新质生产力孕育与迸发的一线现场。而驱动这场深刻变革的核心技术之一,正是不断迭代升级的自动识别技术。
从“人眼”到“慧眼”:感知革命的基石
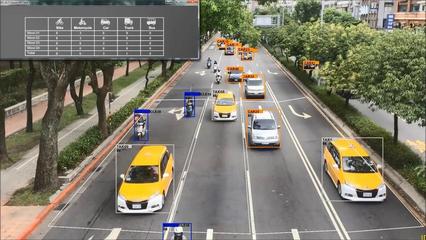
在传统生产线上,物料识别、零件分拣、质量初检等环节高度依赖人工目视,效率与准确率存在瓶颈,且难以适应柔性化、定制化的生产趋势。福山数智工厂的探路,首先便从赋予机器“慧眼”开始。通过集成高分辨率工业相机、智能传感器与先进的图像处理算法,自动识别系统实现了对零部件型号、规格、表面缺陷的毫秒级判断与分类。
一条汽车零部件装配线上,每个经过的工件都被高速相机瞬间捕捉,系统将其与海量标准图像数据库进行比对,不仅验证其是否正确,更能检测出细微的划痕或尺寸偏差,将质量问题遏制在萌芽阶段。这背后,是深度学习模型经过数百万张图像训练后形成的“火眼金睛”。
贯穿全链:数据流动的“翻译官”与“连接器”
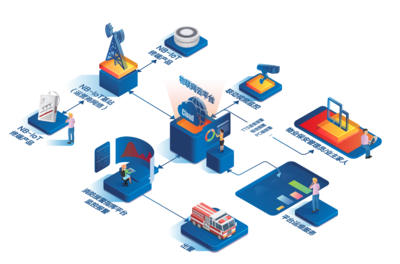
自动识别技术的作用远不止于单点检测。在福山的工厂里,它扮演着让物理世界与数字世界无缝对接的关键角色。每一个物料托盘、在制品、甚至工具,都贴有二维码或RFID标签。当它们经过各个工位时,识别设备自动读取信息,实时更新其在制造执行系统(MES)中的状态与位置。
这意味着,生产计划可以动态调整,物料配送能够精准及时,整个制造过程变得全透明、可追溯。从订单下达到产品出厂,数据链条完整贯通,消除了信息孤岛。自动识别技术如同一位高效的“翻译官”,将实体物料的流动“翻译”成系统可理解、可处理的数据流,进而成为连接设计、生产、仓储、物流等各个环节的“数字纽带”。
赋能决策:从可视化到可预测
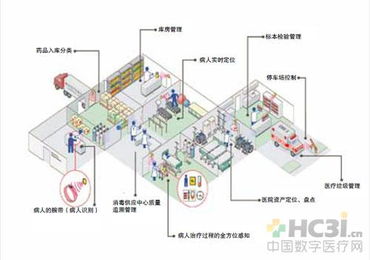
采集而来的海量识别数据,经过云平台的分析与挖掘,正在产生更大价值。工厂管理者可以实时洞察每条产线的产能、设备的综合效率(OEE)、物料消耗情况。更重要的是,通过对历史识别数据(如缺陷类型、发生频率、关联工序)的深度分析,系统能够预测潜在的质量风险或设备故障趋势,从而将生产维护从“事后补救”转向“事前预防”。
例如,系统发现某批次原材料的二维码识别成功率略有下降,结合供应链数据,可能提示该批次物料存在潜在问题;通过对产品检测图像的持续分析,可以优化识别算法的参数,甚至反馈给设计端,改进产品易检性。自动识别技术, thus成为工厂智能决策的“感知末梢”与“数据源泉”。
挑战与未来:技术融合与生态构建
福山的实践也揭示了前路挑战。复杂反光表面的识别、极端环境下的可靠性、多品种小批量生产带来的快速换线与重编程需求,都对自动识别技术的适应性、鲁棒性和易用性提出更高要求。未来的开发方向,正聚焦于与5G(实现低延迟高清图像传输)、边缘计算(在设备端完成实时处理)、数字孪生(在虚拟世界预演与优化识别流程)等技术的深度融合。
自动识别技术的开发已非单点突破,而是需要与机器人技术、物联网平台、企业ERP系统协同创新的生态工程。福山数智工厂的探索表明,只有当自动识别技术深度融入制造全流程,并与其他数字化工具有机整合,才能真正释放其作为新质生产力关键引擎的巨大潜能,为中国制造业迈向高端化、智能化、绿色化铺就坚实的“感知”基石。
在福山数智工厂的车间里,自动识别技术的每一次闪动,不仅是信息的捕获,更是传统制造模式向未来智造跃迁的生动注脚。它让机器更“懂”产品,让流程更“透明”,让决策更“智能”。这条探路之旅,正为中国制造业的转型升级,描绘出一条清晰可循的技术路径与充满希望的未来图景。